























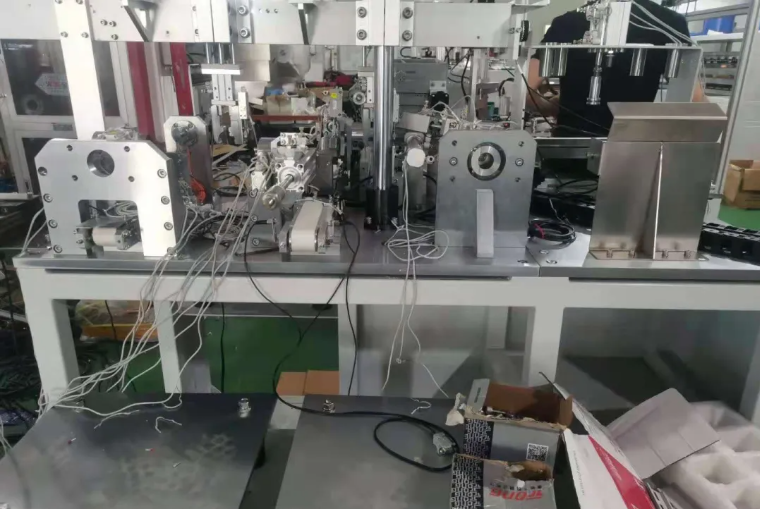
Automatic motor assembly line
The automated motor assembly line can produce over 2000 finished motors per shift. The line is approximately 17 meters long and requires 3 workers for operation. The left elevator raises the fixture plate, where workers manually place the stator into it. The stator is then conveyed to the stator lead wire hook fixture. A robotic arm places the stator into the fixture plate, and a chain drives the plate to the next step. The robotic arm places the stator into the terminal cutting machine fixture, where wire cutting and terminal insertion are performed simultaneously. The robotic arm then places the stator into the fixture plate and moves it to the next step. Finally, the robotic arm places the stator into the testing table, where the current, voltage, and resistance values are measured and marked with a blue marker.

The manual staff places the outer casing, gasket (black), and stator into the fixture plate. The manual staff places the rotor onto the slide rail, places the magnet into the feed tube, and places the end plates in an orderly manner on the feed table. The rotor slides down gently and is fitted with a dustproof sheet in the dustproof sheet fixture. The robot then transfers the rotor to the fixture for dispensing glue. The rotor then enters the rotor receiving, rotor feeding, and rotor placement stations. The robot places the rotor into the fixture plate and transfers it to the end plate pressing fixture. The robot then places the end plates in an orderly manner on the rotor in the fixture plate and, together with the rotor end plates, picks them up and places them into the fixture plate with the outer casing and gasket already placed in it. The rotor is then transferred to the terminal bending station, where the terminals are bent at 90 degrees and enter the stator assembly stage.
The screws are conveyed to the stator riveting station, where several marks are made on the outer casing to achieve a tight gripping effect. They are then conveyed to the four-axis screw-driving machine fixture, where three screw vibrating discs automatically feed the screws. A suction tube picks up the screws transmitted from the vibrating discs, and each of the four nozzles ejects a screw. The fixture plate enters the sensing area, and the four screws on the end plate are simultaneously tightened. A manual carbon brush is added to the feeding pipe, and the screws are conveyed to the carbon brush loading fixture. Finally, the screws are conveyed to the two-axis screw-driving machine fixture, where a vibrating disc continuously supplies screws. Two nozzles tighten the carbon brushes located on both sides of the fixture plate, and the screws are conveyed to the manual feeding table.
The manual staff places the fixed impeller, bushing, gasket, and moving impeller onto the tooling plate in sequence. The manual staff then tightens the top screws. The tooling plate is then conveyed to the right elevator. The robotic arm transfers the motor from the tooling plate and grabs it into the integrated tooling for riveting the air compressor cover (with protection). The robotic arm then conveys the motor to the manual operating table.
The operator manually tightens the two screws on the temperature controller. The robotic arm places the motor into the carbon brush grinding rotor fixture to perform carbon brush grinding on the rotor, making the rotor rotate more easily. The robotic arm picks up the motor and moves it to the aging area. If the motor is faulty, an automatic alarm will sound. The robotic arm then transfers the motor to the fixture for testing sparks, vibration, abnormal noise, power, appearance, no power, breakdown, burnout, bearing, follow-through, assembly defects, sparking, and other items. The operator then manually transfers the motor to the inspection table for inspection, marking and labeling with a pen. The operator also manually tests the withstand voltage.
A motor assembly line requires 30-40 people to complete, while an automated motor assembly line only needs 3 people to assist in production. In comparison, the automated motor assembly line is a perfect solution.
 XINDA
XINDA